[摘要]:本文详细介绍了台达人机界面、ES系列可编程控制器、B及M型交流变频器构成的控制系统在泰州帘子布织机上的成功应用。整个电控系统主要采用MODBUS协议构建整个控制系统,通过用户近一年的使用,效果很好。
[关键词]:台达自动化产品 可编程控制器 变频器 人机界面 帘子布织机
[Abstract]:The article introduces the project for fabric equipment based on delta PLC、HMI(human mechanic interface)、B and M series Inverter in Tai Zhou City. The integration of electrical control system is constituted of the MODBUS protocol .the system was used for about one year , its effect is well.
[Key words]: DELTA automation product PLC Inverter HMI Fabric Mechanic
一、前言
帘子布织机是属于剑杆织机一类,普通织机机械结构主要包括送经机构、主机、卷取机构、选纬机构、储纬机构、多臂机构;电控部分主要包括主控部分(包括主电机、电子选纬、电子多臂等);电送电卷部分(送经电机、卷取电机控制)。不过由于帘子布织机是属于剑杆织机特类,所以它在拥有一般织机性能的同时,亦有其特殊的一面。主要体现在:简单机械多臂、固定一个纬纱、送经机构和卷曲机构亦有所差异、有大卷装机构部分等方面。
以往帘子布织机电控系统结构如下:
1、主控部分采用单片机控制,包括主机采用离合器控制、显示部分一般采用LCD。
2、送经/卷曲(包括大卷装)大部分采用机械联轴控制,即使采用变频控制,一般都是模拟控制某一部分。
这种控制结构的缺点:
A、机械结构复杂、维修难;因为它很多都要通过机械传动来实现。
B、车速一般不是很快;一般在200转/分~350转/分。
C、显示信息不完善、自动化程度不高。
根据以上对帘子布织机及其原控制系统分析,通过与用户的合作,我们提出了一种采用以台达 ES型PLC、DOP-A型HIM、B/M型变频器构建的新颖电控系统,如图2 :
它的创新主要体现于:
1、主机采用台达 B型矢量型变频器控制,摆脱了传统的离合器控制模式,同时实现主机电气无极调速功能。
2、送经电机、卷曲电机、大卷装均采用台达 M型变频器控制。
3、运用台达 MODBUS通讯协议构建主机、送经电机、卷曲电机、大卷装控制系统;摆脱了传统的模拟量控制。
4、信号采集及处理采用台达ES型PLC作为CPU处理中心。
5、显示采用台达人机界面;摆脱了传统的LCD模式。
由该控制系统构建的帘子布织机有着以往织机无法比拟的优点:
A、机械结构大大简单化。
B、度可高达450转/分,这是同类机种高不可攀的车速。
C、主机采用变频控制,使织机车速可变频调速控制。
二、主要工艺
1、逻辑部分
A、快车:正常开车(高速);主机、送经、卷曲、大卷装同步。
B、慢车:正常开车(低速);主机、送经、卷曲、大卷装同步。
C、点动:以低速寸动;主机、送经、卷曲、大卷装同步。
D、机头布开车:大卷装布两头端开车,主机、送经、卷曲、大卷装步,和快车的区别在于二者的比例不同。
E、紧经/松经:主机不动、送经、卷曲、大卷装按一定比例点动运转。
F、卷布/退布:大卷装按一定速度点动运转。
G、正常停车:通过停车按钮停车,停车过程是:接受停车信号后,主轴转到停车角度后迅速封纬、高压-低压刹车。
H、经停:断经停车,在检测到断经信号后和正常停车过程一样。
I、纬停:断纬停车,在检测到断纬信号后和正常停车过程一样。
J、纬停:缺纬停车,在检测到缺纬信号后和正常停车过程一样。
K、计数到停车:卷装布生产布长到达设定长度时停车。
L、急停:通过急停按钮紧急停车,整个控制电源切断,进入准备阶段。
2、同步控制
由于本系统主机、送经电机、卷曲电机、大卷转均采用变频控制,根据工艺和织物要求必须对其采用比较严格的同步控制,即快车启动过程、调速过程、停车过程、点动过程、慢车过程、紧经/松经过程均要有相应的同步工艺控制要求。
本案例采用的同步比例原理如下:
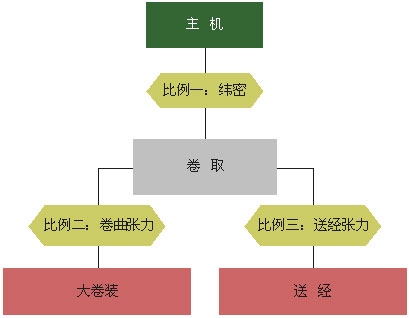
说明:
A、主机改变整机速度;
B、纬密改变卷取速度;
C、卷曲张力改变大卷装速度;
D、送经张力改变送经速度。
三、控制系统结构
1、件系统构架:
A、结构框图
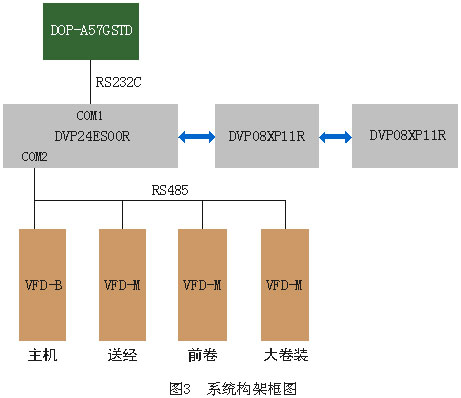
注:
PLC对变频器的控制速度采用RS485、运行/停止采用I/O控制,原因在于:运行/停止控制采用I/O控制相比RS485控制较安全、可靠!
B、端口定义:

2、软件系统构架
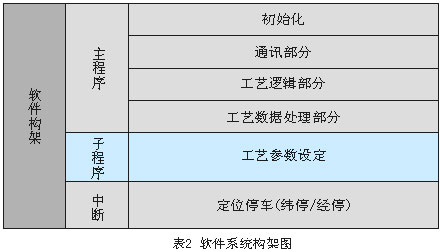
说明:
A、初始化程序主要处理一些运行参数、工艺参数、通讯格式等在停车、开车、上电时的保存或调用等功能。
B、通讯部分主要实时处理PLC对四台变频器速度通讯控制。
C、工艺逻辑、数据处理部分主要实现根据该剑杆织机的工艺要求。
D、整个工艺参数设定是采用子程序处理,目的减少程序扫描周期。
E、为了快速、定位停车,程序采用中断处理。
四、调试过程
本项目调试分三步:
1、在机械厂调试(空载调试):调试内容主要是整个电路接线检查、通讯调试、工艺逻辑基本实现。
2、户厂现场调试(带载调试):调试内容主要根据最终用户的要求实现工艺的完善,最终能达到客户要求、并生产出合格的产品。
3、运行一段时间后对出现的问题加以解决及整个系统的跟踪完善。
五、技术参数
1、变频器参数
A、通讯参数组通讯格式:9600 7 E 1 (ASCII)。
B、基本参数组:频率、运行控制来源;加减速时间、曲线;中间频率、电压设定等。
C、保护功能参数组设定:开启过电压/电流失速功能及大小。
D、特殊参数组停车直流制动(时间、准位、频率)设定:关闭AVR。
2、工艺参数人机界面设定
人机部分主要实现人参与控制系统的途径。它主要包括:显示部分、设定部分、操作部分、历史故障部分;其中设定主要是主机速度设定、纬密设定、卷曲、送经张力等。
六、结论
本系统已在江苏泰州化纤厂使用,系统稳定可靠。系统实时监控,具有结构简单,操作方便,界面简洁,稳定可靠,成本低廉等特征,是传统控制系统的最佳替代产品,可供相关市场及系统市场营销、设计人参考,该系统具有大批量产品化潜力,具有广阔的市场前景。
参考文献:
1、《剑杆织机原理与使用》 陈元甫 洪海沧 主编 中国纺织出版社 1994年版
2、《VFD-B型变频器使用手册》 中达电通股份有限公司 2003年版
3、《VFD-M型变频器使用手册》 中达电通股份有限公司 2003年版
4、《DOPA系列人机界面应用技术手册》中达电通股份有限公司 2003年版
5、《DVP-PLC应用技术手册程序篇》 中达电通股份有限 2003年8月版
[关键词]:台达自动化产品 可编程控制器 变频器 人机界面 帘子布织机
[Abstract]:The article introduces the project for fabric equipment based on delta PLC、HMI(human mechanic interface)、B and M series Inverter in Tai Zhou City. The integration of electrical control system is constituted of the MODBUS protocol .the system was used for about one year , its effect is well.
[Key words]: DELTA automation product PLC Inverter HMI Fabric Mechanic
一、前言
帘子布织机是属于剑杆织机一类,普通织机机械结构主要包括送经机构、主机、卷取机构、选纬机构、储纬机构、多臂机构;电控部分主要包括主控部分(包括主电机、电子选纬、电子多臂等);电送电卷部分(送经电机、卷取电机控制)。不过由于帘子布织机是属于剑杆织机特类,所以它在拥有一般织机性能的同时,亦有其特殊的一面。主要体现在:简单机械多臂、固定一个纬纱、送经机构和卷曲机构亦有所差异、有大卷装机构部分等方面。
以往帘子布织机电控系统结构如下:
1、主控部分采用单片机控制,包括主机采用离合器控制、显示部分一般采用LCD。
2、送经/卷曲(包括大卷装)大部分采用机械联轴控制,即使采用变频控制,一般都是模拟控制某一部分。
这种控制结构的缺点:
A、机械结构复杂、维修难;因为它很多都要通过机械传动来实现。
B、车速一般不是很快;一般在200转/分~350转/分。
C、显示信息不完善、自动化程度不高。
根据以上对帘子布织机及其原控制系统分析,通过与用户的合作,我们提出了一种采用以台达 ES型PLC、DOP-A型HIM、B/M型变频器构建的新颖电控系统,如图2 :
它的创新主要体现于:
1、主机采用台达 B型矢量型变频器控制,摆脱了传统的离合器控制模式,同时实现主机电气无极调速功能。
2、送经电机、卷曲电机、大卷装均采用台达 M型变频器控制。
3、运用台达 MODBUS通讯协议构建主机、送经电机、卷曲电机、大卷装控制系统;摆脱了传统的模拟量控制。
4、信号采集及处理采用台达ES型PLC作为CPU处理中心。
5、显示采用台达人机界面;摆脱了传统的LCD模式。
由该控制系统构建的帘子布织机有着以往织机无法比拟的优点:
A、机械结构大大简单化。
B、度可高达450转/分,这是同类机种高不可攀的车速。
C、主机采用变频控制,使织机车速可变频调速控制。
二、主要工艺
1、逻辑部分
A、快车:正常开车(高速);主机、送经、卷曲、大卷装同步。
B、慢车:正常开车(低速);主机、送经、卷曲、大卷装同步。
C、点动:以低速寸动;主机、送经、卷曲、大卷装同步。
D、机头布开车:大卷装布两头端开车,主机、送经、卷曲、大卷装步,和快车的区别在于二者的比例不同。
E、紧经/松经:主机不动、送经、卷曲、大卷装按一定比例点动运转。
F、卷布/退布:大卷装按一定速度点动运转。
G、正常停车:通过停车按钮停车,停车过程是:接受停车信号后,主轴转到停车角度后迅速封纬、高压-低压刹车。
H、经停:断经停车,在检测到断经信号后和正常停车过程一样。
I、纬停:断纬停车,在检测到断纬信号后和正常停车过程一样。
J、纬停:缺纬停车,在检测到缺纬信号后和正常停车过程一样。
K、计数到停车:卷装布生产布长到达设定长度时停车。
L、急停:通过急停按钮紧急停车,整个控制电源切断,进入准备阶段。
2、同步控制
由于本系统主机、送经电机、卷曲电机、大卷转均采用变频控制,根据工艺和织物要求必须对其采用比较严格的同步控制,即快车启动过程、调速过程、停车过程、点动过程、慢车过程、紧经/松经过程均要有相应的同步工艺控制要求。
本案例采用的同步比例原理如下:
说明:
A、主机改变整机速度;
B、纬密改变卷取速度;
C、卷曲张力改变大卷装速度;
D、送经张力改变送经速度。
三、控制系统结构
1、件系统构架:
A、结构框图
注:
PLC对变频器的控制速度采用RS485、运行/停止采用I/O控制,原因在于:运行/停止控制采用I/O控制相比RS485控制较安全、可靠!
B、端口定义:
2、软件系统构架
说明:
A、初始化程序主要处理一些运行参数、工艺参数、通讯格式等在停车、开车、上电时的保存或调用等功能。
B、通讯部分主要实时处理PLC对四台变频器速度通讯控制。
C、工艺逻辑、数据处理部分主要实现根据该剑杆织机的工艺要求。
D、整个工艺参数设定是采用子程序处理,目的减少程序扫描周期。
E、为了快速、定位停车,程序采用中断处理。
四、调试过程
本项目调试分三步:
1、在机械厂调试(空载调试):调试内容主要是整个电路接线检查、通讯调试、工艺逻辑基本实现。
2、户厂现场调试(带载调试):调试内容主要根据最终用户的要求实现工艺的完善,最终能达到客户要求、并生产出合格的产品。
3、运行一段时间后对出现的问题加以解决及整个系统的跟踪完善。
五、技术参数
1、变频器参数
A、通讯参数组通讯格式:9600 7 E 1 (ASCII)。
B、基本参数组:频率、运行控制来源;加减速时间、曲线;中间频率、电压设定等。
C、保护功能参数组设定:开启过电压/电流失速功能及大小。
D、特殊参数组停车直流制动(时间、准位、频率)设定:关闭AVR。
2、工艺参数人机界面设定
人机部分主要实现人参与控制系统的途径。它主要包括:显示部分、设定部分、操作部分、历史故障部分;其中设定主要是主机速度设定、纬密设定、卷曲、送经张力等。
六、结论
本系统已在江苏泰州化纤厂使用,系统稳定可靠。系统实时监控,具有结构简单,操作方便,界面简洁,稳定可靠,成本低廉等特征,是传统控制系统的最佳替代产品,可供相关市场及系统市场营销、设计人参考,该系统具有大批量产品化潜力,具有广阔的市场前景。
参考文献:
1、《剑杆织机原理与使用》 陈元甫 洪海沧 主编 中国纺织出版社 1994年版
2、《VFD-B型变频器使用手册》 中达电通股份有限公司 2003年版
3、《VFD-M型变频器使用手册》 中达电通股份有限公司 2003年版
4、《DOPA系列人机界面应用技术手册》中达电通股份有限公司 2003年版
5、《DVP-PLC应用技术手册程序篇》 中达电通股份有限 2003年8月版
免责声明:本文仅代表作者个人观点,与电源在线网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
本文链接:台达自动化产品在帘子布织机电控系统的应
http:www.cps800.com/news/2006-4/200641095958.html
http:www.cps800.com/news/2006-4/200641095958.html


