台达工控产品在包装机上的应用(图)
2006/6/23 15:10:57
中达电通股份有限公司 供稿
1 引言
包装机械在国民经济各个部门有广泛的应用。本文以上海某包装机械有限公司新研制的LS-300L型气动可调式透明膜三维包装机为背景,讨论台达变频器、编码器、人机界面、PLC、伺服、温控器等工控产品在该机包装控制系统中的应用。LS-300L型包装机主要应用于医药、食品、化妆品、烟草等行业,为包装盒包装塑料膜,以前使用的是三菱、富士等品牌的机电产品。因为行业内竞争的日趋激烈,运营成本压力较大,原控制系统逐渐在安全保护和控制的便利性方面越来越不能满足客户的需求。中达上海机电公司利用产品多样化、极高的性价比、优质完善的售后服务体系等业务优势,经过近2周时间的努力将整套控制系统开发调试成功。LS-300L型气动可调式透明膜三维包装机是机、电、气一体化产品。该机控制系统启动后,由伺服控制送膜,汽缸推动折迭,热封等依次自动完成物品的包装,主要用于各种盒装物品的外包装。其包装形式有多种,可以平包也可以竖包,根据用户需要还可以集合包装。折迭部分采用热封方式粘结,可以起到良好的密封、装潢、美观、防潮和防干燥作用。此外,薄膜与一根易拉线粘合后包装,方便拆封。
2 包装对控制系统的工艺要求
包装生产过程中对控制系统有以下的工艺要求:
1) 生产效率,在连续正常生产的情况下,下膜长度在200mm时,每分钟包装26-28个;
2) 包装盒的大小差异很大,当包装盒体积很小时,下膜的长度相应也比较短,如果偏差比较大,上折封、下折封、折角动作后,进行热封会造成封口处粘合的位置不一致,在测量同一品种的产品时会有差异,影响生产质量,因此对下膜长度精度要求高;
3) 推料、折角、上折封、下折封在正常生产过程中应当有相应的保护措施,以免在某一环节出现故障后,造成机械上的损坏;
4) 推料、折角、上折封、下折封、整形、下膜、吹气、切断等动作次序的配合要合理,保证包装质量和效果不受影响;
5) 有完整可靠的报警及安全措施,保证安全生产;
6) 包装速度:20-28盒(条)/分;
7) 包装尺寸范围,长度(L):50-300mm,宽度(W):40-220mm,高度(H):10-90mm;
8) 包装材料,热封玻璃纸或两面涂层的OPP(BOPP)薄膜。膜厚一般为0.022-0.03mm,使用卷料形式芯子内径76mm,拆封窄带宽度为1.2-3mm;
9) 膜长L=2B+2H+C (B―包装物宽度;H―包装物高度;C―重迭部分),通常取C=10-15mm;
10) 以空气压缩机为气源供给压缩空气, 排气量不小于0.6m3/min, 气源压力为0.8-1Mpa, 工作压力0.6-0.7 Mpa, 通过气源三联体(分气)、滤气器、调压器、油雾器对气体进行洁净,干燥处理,保持气路所需压力和提供组件润滑。
3 包装控制系统
3.1 系统构架
系统构架框图如图1所示。
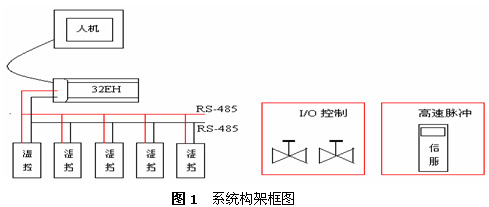
图1 系统构架框图
3.2 系统构成
LS-300L型包装机所有机构全部采用气动组件,全部采用气动控制,在同行业同类型产品中属于中高档机种。该包装机对于各种形状、大小的包装盒都能包装塑料膜,只需通过控制系统的人机界面对输送轨道的宽度、包装膜的长宽、折角整形的宽度等进行调整就能够进行包装。系统主要采用台达工控产品DOP-A57CSTD,DVP-32EH00T,ASD-A0421LA,ASMT04L250AK,DTA4848等构成系统,包装机控制系统运行现场如图2(a)、图2(b)和图2(c)所示。

现将系统有关配置作如下说明。
1) 人机交互系统DOP-A57CSTD
支持双通讯口联机功能,内建2组通讯口,可同时连接2种不同通讯格式的控制器,组成多机联机功能;在线/离线仿真功能,提供仿真功能,方便设计者在程序开发阶段进行程序编辑与除错,以避免程序运行时错误;支持SMC Card存取人机资料,利用SMC Card存取人机内部数据,不需使用计算器执行程序上下载,就可对人机直接执行程序的复制功能;USB快速上下载数据,可选择COM口或USB口执行程序上下载,USB可在人机运行中直接执行程序传输,提高操作方便性及数据传输速度;显示器种类为STNLCD;显示器颜色,256色;显示器分辨率,320*240;内建万年历,支持5个外部可编程功能键。
2)可编程控制器PLC―DVP-32EH00T
采用CPU+ASIC双处理器,分工运算处理技术;基本指令执行速度0.24ms;高速脉冲输出可达200kHz,内建平滑加减速控制;高速计数器计数频率可达200kHz,共四组;I/O模块数据更新界面,不占用程序扫描时间;内建多组外部中断功能;内建RS-232/RS-485通讯口。
3)伺服系统ASD-A0421LA+ASMT04L250AK
五机一体,即位置/速度/转距/定位/通讯控制,运转命令来源:①外部端子信号 ②内部缓存器 ③上位通讯,速度/转距限制功能;自动增益调整;自动模式,根据估测惯量自动设定控制器增益,系统频宽可设定,15等级;简易模式,可允许负载惯性剧烈变化,系统刚性可设定,15等级;指令平滑功能;具备位置P-Curve与速度S-Curve平滑功能;指令转折瞬间,维持速度与加速度的连续性;内部/外部指令均有平滑功能;绝对/增量命令均有效;软件功能;性能分析,频率响应,数字示波器;状态监视/诊断,显示I/O状态,异常履历;参数管理,参数传输,存储,分类管理;参数规则,根据需求,自动计算相关参数。通讯功能,参数存取/状态与 I/O监视,最多254轴同时连接;其它系统特色,I/O信号操作,省去上位NC控制器(降低成本),单轴点对点定位控制(内部8点控制),可规划速度控制功能(内部3点速度设定),转距控制功能可规划(内部3点转距控制),绝对/增量坐标位置控制,内含位置教导功能,内含原点搜寻功能,可设定PG分周比,内建数字操作显示及按键,保护功能齐全,错误信息指示。
4)温控器DTA4848
提供PID及ON-OFF功能;自动调节PID参数;可接多种热电偶及白金测温电阻输入;二组警报开关,各提供十种警报模式;华氏、摄氏单位显示;按键锁定功能;有4种面板尺寸可供选择;含RS-485通讯界面。
3.3 控制系统设计考虑说明
控制系统的控制有3种工作方式:1)手动操作;2)单动操作;3)自动连续操作。气动部件控制框图如图3 所示。以下对控制系统手动操作方式考虑作简要说明,单动操作和自动连续操作与手动操作方式类似,不再多叙。
当手动操作时,推料、折角、整形、上折封、下折封、易拉线、下膜、切断、吹气都能独立动作, 其中:
推料:推料―〉推到位―〉推料停―〉推料回―〉推料回到位―〉推料回停
折角:折角―〉折角折到位―〉折角停
折角回―〉折角回到位―〉折角回停
整形:整形―〉整形开始延时―〉时间到―〉整形退
上折封:上折封向下―〉上折封下到位―〉上折封向下停
上折封向上―〉上折封上到位―〉上折封向上停
下折封:下折封向上―〉下折封上到位―〉下折封向上停
下折封向下―〉下折封下到位―〉下折封向下停
易拉线:易拉线动作―〉易拉线动作延时―〉时间到―〉复位
下膜:下膜―〉伺服动作―〉下膜到设定长度后停止
吹气动作―〉定时―〉定时到―〉停
切断:单独点动
吹气:吹气动作―〉定时―〉定时到―〉停
在自动运行的状态下,系统会自动进行计算,然后在人机上显示。
4 系统保护及安全措施
1)在手动状态下,推料只有在折角回到位、上折封上到位、下折封下到位的时候,才允许推料动作。
2)在手动状态下,折角只有在推料回到位、上折封上到位、下折封下到位的时候,才允许折角动作。
3)在手动状态下,上折封只有在推料回到位、折角回到位的时候,才允许上折封动作。
4)在手动状态下,下折封只有在推料回到位、折角回到位的时候,才允许下折封动作。
5)当系统由手动操作状态切换到自动运行状态或者由自动运行状态切换到手动运行状态时,所有的汽缸都自动复位。即推料、折角、整形、上折封、下折封、易拉线、切断、吹气都复位到初始状态。
6)一旦在自动运行模式下启动时,系统会自动先进行检测,确认所有的汽缸是否处在复位状态,如果没有处在复位状态,系统就会报警,同时将所有气缸复位。
7)为保证气压的正常,一旦气压不足,系统会有提示信息,告知用户,气压不足,系统不能启动。
8)整个系统提供两个急停开关,一旦出现紧急事故时,按下急停按钮,系统全部停止。所有的操作都禁止,直到故障解除后,将急停按钮复原后,才能进行所有的操作。
9)伺服一旦出现故障,系统会提示相应的报警信息,提示用户检查伺服电机。

5 工艺参数及控制画面与调试
5.1 工艺参数及控制画面
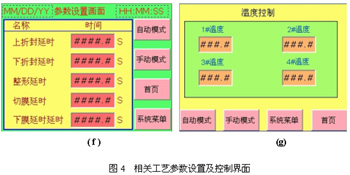
工艺参数设置及相关控制界面等分别如图4(a)、(b)、(c)、(d)、(e)、(f)、(g)等所示。


6 系统调试
1) 定长
伺服的控制方式为:Pt模式,脉冲+方向;电子齿轮比为3:1。
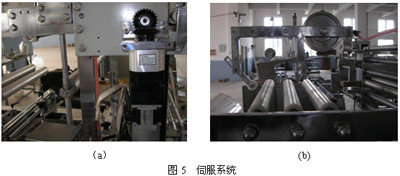
由图5(a)、(b)可以看出伺服与一个35:1的减速机相连,减速机的另一端连接锥形齿,通过两个锥形齿的捏合带动传送辊运转。D500,设定长度;D0,传送辊直径;P,需要发的脉冲;i,减速比,所以可以得出:
P=(1000/3*i*D500)/ πD0
2) 速度
如果每秒钟发 10000/3*35个脉冲,则传送辊转1圈,走πD0mm。如果D502为设定速度:mm/s,则每秒需要发的脉冲数为:
P=(1000/3*i*D502)/ πD0
3) 输入输出
① 输入,X0,急停1;X1,急停2 ;X3,微动开关;X4,气压开关;X6,推料到位;X10,推料回程限位;X11,上折封下限位;X12,上折封上限位;X14,下折封上限位;X15,折角进限位;X16,折角回限位。
② 输出,Y1,伺服方向;Y2,伺服ON;Y3,传送带;Y4,推料进;Y5,推料回;Y6,上折封下;Y7,上折封上;Y10,下折封上/下;Y12,折角进;Y13,折角回;Y14,切膜;Y15,整形;Y16,易拉线;Y17,吹气。
4) 逻辑动作,逻辑按所述的动作流程图动作。
5)伺服参数,P1-00―32;P1-01―00;P1-34―50;P1-35―20;P1-36―300;P1-37―7;P1-44―3;P1-45―1;P2-00―94;P2-02―5000;P2-04―3014;P2-06―60;P2-23―1000;P2-25―4;P2-26―70。
6 结束语
以上对台达工控产品在LS-300L型气动可调式透明膜三维包装机上的应用作了简要讨论。中达电通公司是中国最具成长潜力为通信及自动化市场提供设备和服务的企业之一,其主要产品和服务包括视讯设备、动力系统、宽带数据和机电自动化等4个方面,是工控产品台达变频器、编码器、人机界面、PLC、伺服、温控器等机电产品的制造厂商,可为各行各业的客户提供全面的解决方案,公司希望能与更多的客户合作,开发出更多具有自主产权的创新型产品。
包装机械在国民经济各个部门有广泛的应用。本文以上海某包装机械有限公司新研制的LS-300L型气动可调式透明膜三维包装机为背景,讨论台达变频器、编码器、人机界面、PLC、伺服、温控器等工控产品在该机包装控制系统中的应用。LS-300L型包装机主要应用于医药、食品、化妆品、烟草等行业,为包装盒包装塑料膜,以前使用的是三菱、富士等品牌的机电产品。因为行业内竞争的日趋激烈,运营成本压力较大,原控制系统逐渐在安全保护和控制的便利性方面越来越不能满足客户的需求。中达上海机电公司利用产品多样化、极高的性价比、优质完善的售后服务体系等业务优势,经过近2周时间的努力将整套控制系统开发调试成功。LS-300L型气动可调式透明膜三维包装机是机、电、气一体化产品。该机控制系统启动后,由伺服控制送膜,汽缸推动折迭,热封等依次自动完成物品的包装,主要用于各种盒装物品的外包装。其包装形式有多种,可以平包也可以竖包,根据用户需要还可以集合包装。折迭部分采用热封方式粘结,可以起到良好的密封、装潢、美观、防潮和防干燥作用。此外,薄膜与一根易拉线粘合后包装,方便拆封。
2 包装对控制系统的工艺要求
包装生产过程中对控制系统有以下的工艺要求:
1) 生产效率,在连续正常生产的情况下,下膜长度在200mm时,每分钟包装26-28个;
2) 包装盒的大小差异很大,当包装盒体积很小时,下膜的长度相应也比较短,如果偏差比较大,上折封、下折封、折角动作后,进行热封会造成封口处粘合的位置不一致,在测量同一品种的产品时会有差异,影响生产质量,因此对下膜长度精度要求高;
3) 推料、折角、上折封、下折封在正常生产过程中应当有相应的保护措施,以免在某一环节出现故障后,造成机械上的损坏;
4) 推料、折角、上折封、下折封、整形、下膜、吹气、切断等动作次序的配合要合理,保证包装质量和效果不受影响;
5) 有完整可靠的报警及安全措施,保证安全生产;
6) 包装速度:20-28盒(条)/分;
7) 包装尺寸范围,长度(L):50-300mm,宽度(W):40-220mm,高度(H):10-90mm;
8) 包装材料,热封玻璃纸或两面涂层的OPP(BOPP)薄膜。膜厚一般为0.022-0.03mm,使用卷料形式芯子内径76mm,拆封窄带宽度为1.2-3mm;
9) 膜长L=2B+2H+C (B―包装物宽度;H―包装物高度;C―重迭部分),通常取C=10-15mm;
10) 以空气压缩机为气源供给压缩空气, 排气量不小于0.6m3/min, 气源压力为0.8-1Mpa, 工作压力0.6-0.7 Mpa, 通过气源三联体(分气)、滤气器、调压器、油雾器对气体进行洁净,干燥处理,保持气路所需压力和提供组件润滑。
3 包装控制系统
3.1 系统构架
系统构架框图如图1所示。
图1 系统构架框图
3.2 系统构成
LS-300L型包装机所有机构全部采用气动组件,全部采用气动控制,在同行业同类型产品中属于中高档机种。该包装机对于各种形状、大小的包装盒都能包装塑料膜,只需通过控制系统的人机界面对输送轨道的宽度、包装膜的长宽、折角整形的宽度等进行调整就能够进行包装。系统主要采用台达工控产品DOP-A57CSTD,DVP-32EH00T,ASD-A0421LA,ASMT04L250AK,DTA4848等构成系统,包装机控制系统运行现场如图2(a)、图2(b)和图2(c)所示。
现将系统有关配置作如下说明。
1) 人机交互系统DOP-A57CSTD
支持双通讯口联机功能,内建2组通讯口,可同时连接2种不同通讯格式的控制器,组成多机联机功能;在线/离线仿真功能,提供仿真功能,方便设计者在程序开发阶段进行程序编辑与除错,以避免程序运行时错误;支持SMC Card存取人机资料,利用SMC Card存取人机内部数据,不需使用计算器执行程序上下载,就可对人机直接执行程序的复制功能;USB快速上下载数据,可选择COM口或USB口执行程序上下载,USB可在人机运行中直接执行程序传输,提高操作方便性及数据传输速度;显示器种类为STNLCD;显示器颜色,256色;显示器分辨率,320*240;内建万年历,支持5个外部可编程功能键。
2)可编程控制器PLC―DVP-32EH00T
采用CPU+ASIC双处理器,分工运算处理技术;基本指令执行速度0.24ms;高速脉冲输出可达200kHz,内建平滑加减速控制;高速计数器计数频率可达200kHz,共四组;I/O模块数据更新界面,不占用程序扫描时间;内建多组外部中断功能;内建RS-232/RS-485通讯口。
3)伺服系统ASD-A0421LA+ASMT04L250AK
五机一体,即位置/速度/转距/定位/通讯控制,运转命令来源:①外部端子信号 ②内部缓存器 ③上位通讯,速度/转距限制功能;自动增益调整;自动模式,根据估测惯量自动设定控制器增益,系统频宽可设定,15等级;简易模式,可允许负载惯性剧烈变化,系统刚性可设定,15等级;指令平滑功能;具备位置P-Curve与速度S-Curve平滑功能;指令转折瞬间,维持速度与加速度的连续性;内部/外部指令均有平滑功能;绝对/增量命令均有效;软件功能;性能分析,频率响应,数字示波器;状态监视/诊断,显示I/O状态,异常履历;参数管理,参数传输,存储,分类管理;参数规则,根据需求,自动计算相关参数。通讯功能,参数存取/状态与 I/O监视,最多254轴同时连接;其它系统特色,I/O信号操作,省去上位NC控制器(降低成本),单轴点对点定位控制(内部8点控制),可规划速度控制功能(内部3点速度设定),转距控制功能可规划(内部3点转距控制),绝对/增量坐标位置控制,内含位置教导功能,内含原点搜寻功能,可设定PG分周比,内建数字操作显示及按键,保护功能齐全,错误信息指示。
4)温控器DTA4848
提供PID及ON-OFF功能;自动调节PID参数;可接多种热电偶及白金测温电阻输入;二组警报开关,各提供十种警报模式;华氏、摄氏单位显示;按键锁定功能;有4种面板尺寸可供选择;含RS-485通讯界面。
3.3 控制系统设计考虑说明
控制系统的控制有3种工作方式:1)手动操作;2)单动操作;3)自动连续操作。气动部件控制框图如图3 所示。以下对控制系统手动操作方式考虑作简要说明,单动操作和自动连续操作与手动操作方式类似,不再多叙。
当手动操作时,推料、折角、整形、上折封、下折封、易拉线、下膜、切断、吹气都能独立动作, 其中:
推料:推料―〉推到位―〉推料停―〉推料回―〉推料回到位―〉推料回停
折角:折角―〉折角折到位―〉折角停
折角回―〉折角回到位―〉折角回停
整形:整形―〉整形开始延时―〉时间到―〉整形退
上折封:上折封向下―〉上折封下到位―〉上折封向下停
上折封向上―〉上折封上到位―〉上折封向上停
下折封:下折封向上―〉下折封上到位―〉下折封向上停
下折封向下―〉下折封下到位―〉下折封向下停
易拉线:易拉线动作―〉易拉线动作延时―〉时间到―〉复位
下膜:下膜―〉伺服动作―〉下膜到设定长度后停止
吹气动作―〉定时―〉定时到―〉停
切断:单独点动
吹气:吹气动作―〉定时―〉定时到―〉停
在自动运行的状态下,系统会自动进行计算,然后在人机上显示。
4 系统保护及安全措施
1)在手动状态下,推料只有在折角回到位、上折封上到位、下折封下到位的时候,才允许推料动作。
2)在手动状态下,折角只有在推料回到位、上折封上到位、下折封下到位的时候,才允许折角动作。
3)在手动状态下,上折封只有在推料回到位、折角回到位的时候,才允许上折封动作。
4)在手动状态下,下折封只有在推料回到位、折角回到位的时候,才允许下折封动作。
5)当系统由手动操作状态切换到自动运行状态或者由自动运行状态切换到手动运行状态时,所有的汽缸都自动复位。即推料、折角、整形、上折封、下折封、易拉线、切断、吹气都复位到初始状态。
6)一旦在自动运行模式下启动时,系统会自动先进行检测,确认所有的汽缸是否处在复位状态,如果没有处在复位状态,系统就会报警,同时将所有气缸复位。
7)为保证气压的正常,一旦气压不足,系统会有提示信息,告知用户,气压不足,系统不能启动。
8)整个系统提供两个急停开关,一旦出现紧急事故时,按下急停按钮,系统全部停止。所有的操作都禁止,直到故障解除后,将急停按钮复原后,才能进行所有的操作。
9)伺服一旦出现故障,系统会提示相应的报警信息,提示用户检查伺服电机。
5 工艺参数及控制画面与调试
5.1 工艺参数及控制画面
工艺参数设置及相关控制界面等分别如图4(a)、(b)、(c)、(d)、(e)、(f)、(g)等所示。
6 系统调试
1) 定长
伺服的控制方式为:Pt模式,脉冲+方向;电子齿轮比为3:1。
由图5(a)、(b)可以看出伺服与一个35:1的减速机相连,减速机的另一端连接锥形齿,通过两个锥形齿的捏合带动传送辊运转。D500,设定长度;D0,传送辊直径;P,需要发的脉冲;i,减速比,所以可以得出:
P=(1000/3*i*D500)/ πD0
2) 速度
如果每秒钟发 10000/3*35个脉冲,则传送辊转1圈,走πD0mm。如果D502为设定速度:mm/s,则每秒需要发的脉冲数为:
P=(1000/3*i*D502)/ πD0
3) 输入输出
① 输入,X0,急停1;X1,急停2 ;X3,微动开关;X4,气压开关;X6,推料到位;X10,推料回程限位;X11,上折封下限位;X12,上折封上限位;X14,下折封上限位;X15,折角进限位;X16,折角回限位。
② 输出,Y1,伺服方向;Y2,伺服ON;Y3,传送带;Y4,推料进;Y5,推料回;Y6,上折封下;Y7,上折封上;Y10,下折封上/下;Y12,折角进;Y13,折角回;Y14,切膜;Y15,整形;Y16,易拉线;Y17,吹气。
4) 逻辑动作,逻辑按所述的动作流程图动作。
5)伺服参数,P1-00―32;P1-01―00;P1-34―50;P1-35―20;P1-36―300;P1-37―7;P1-44―3;P1-45―1;P2-00―94;P2-02―5000;P2-04―3014;P2-06―60;P2-23―1000;P2-25―4;P2-26―70。
6 结束语
以上对台达工控产品在LS-300L型气动可调式透明膜三维包装机上的应用作了简要讨论。中达电通公司是中国最具成长潜力为通信及自动化市场提供设备和服务的企业之一,其主要产品和服务包括视讯设备、动力系统、宽带数据和机电自动化等4个方面,是工控产品台达变频器、编码器、人机界面、PLC、伺服、温控器等机电产品的制造厂商,可为各行各业的客户提供全面的解决方案,公司希望能与更多的客户合作,开发出更多具有自主产权的创新型产品。
免责声明:本文仅代表作者个人观点,与电源在线网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
本文链接:台达工控产品在包装机上的应用(图)
http:www.cps800.com/news/2006-6/2006623151057.html
http:www.cps800.com/news/2006-6/2006623151057.html


